1. Definicja i podstawowe zasady
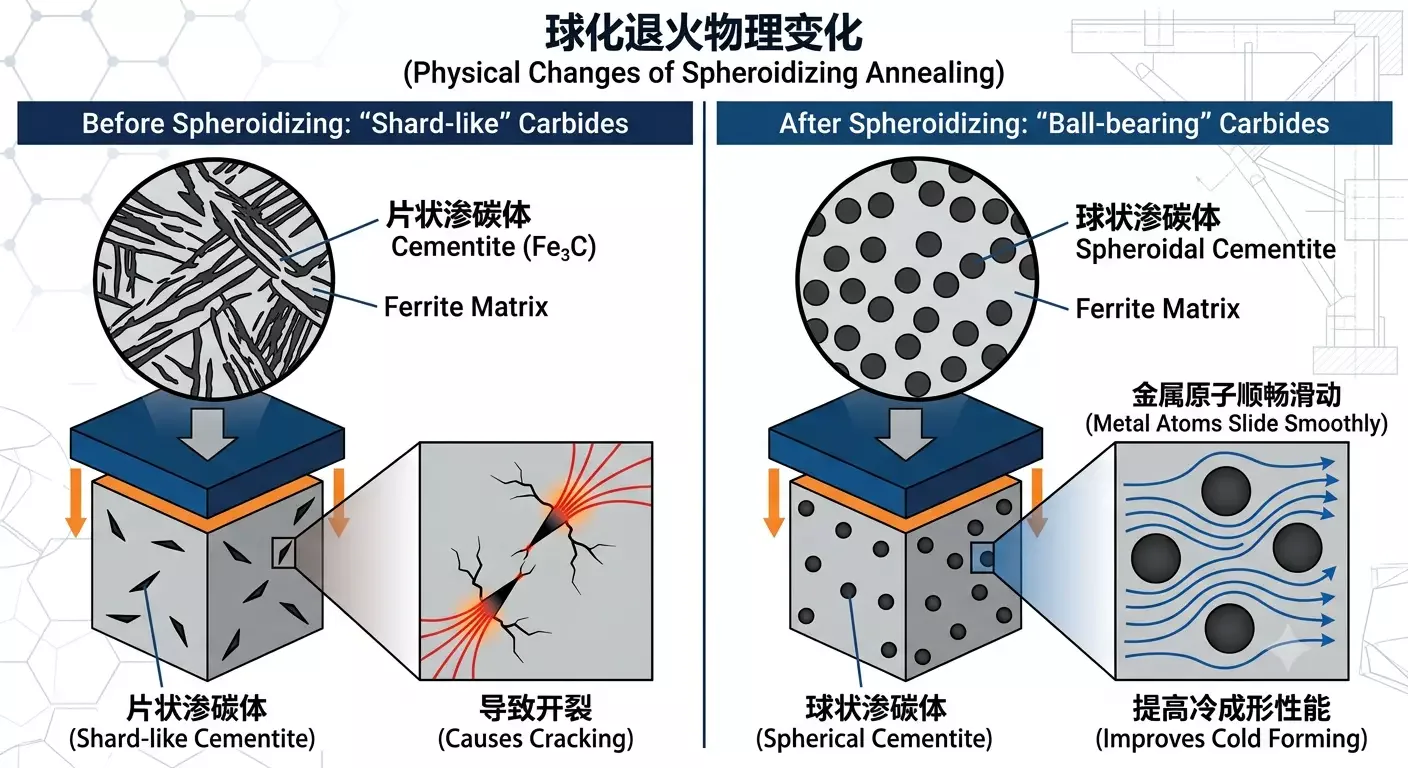
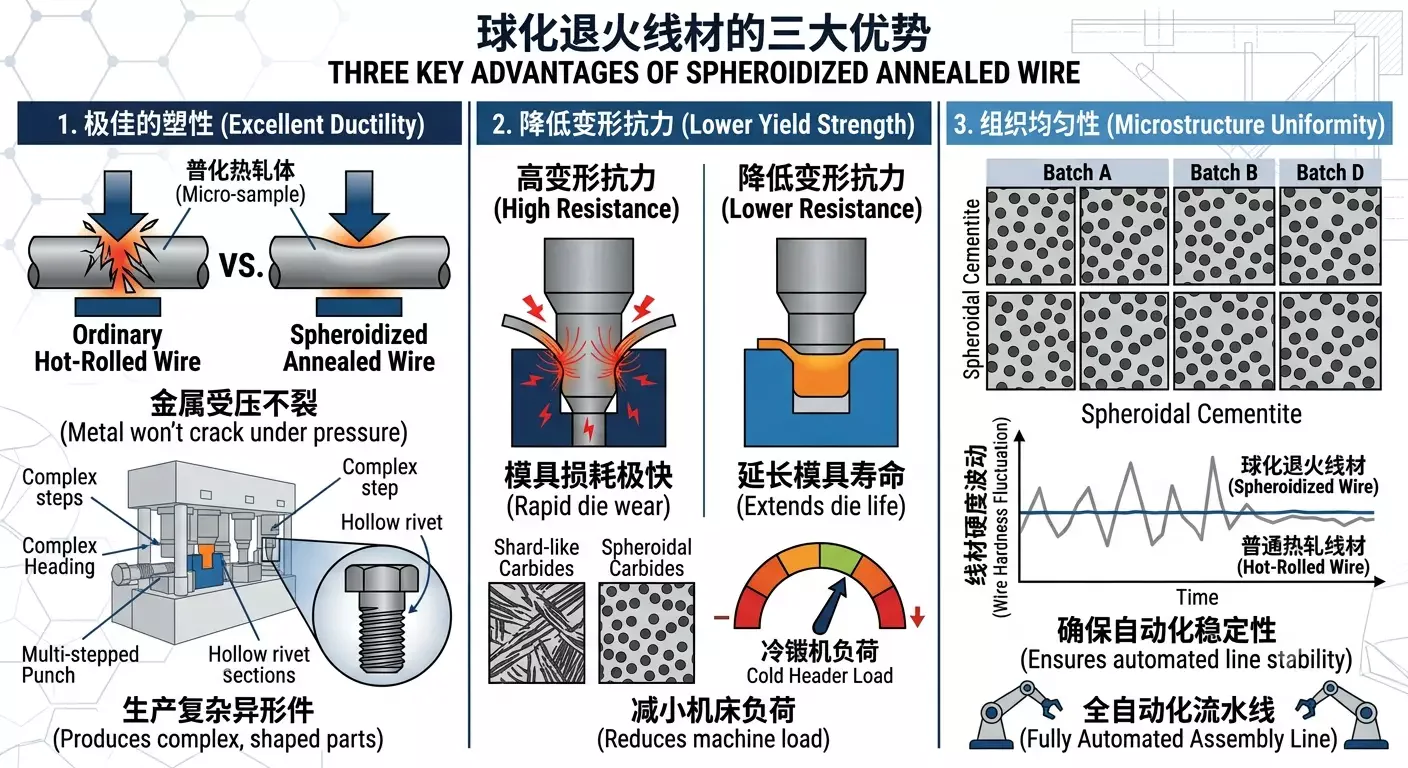
2. Dlaczego do spęczania na zimno konieczne jest stosowanie drutu do wyszarzania sferoidyzującego?
3. Proces technologiczny produkcji
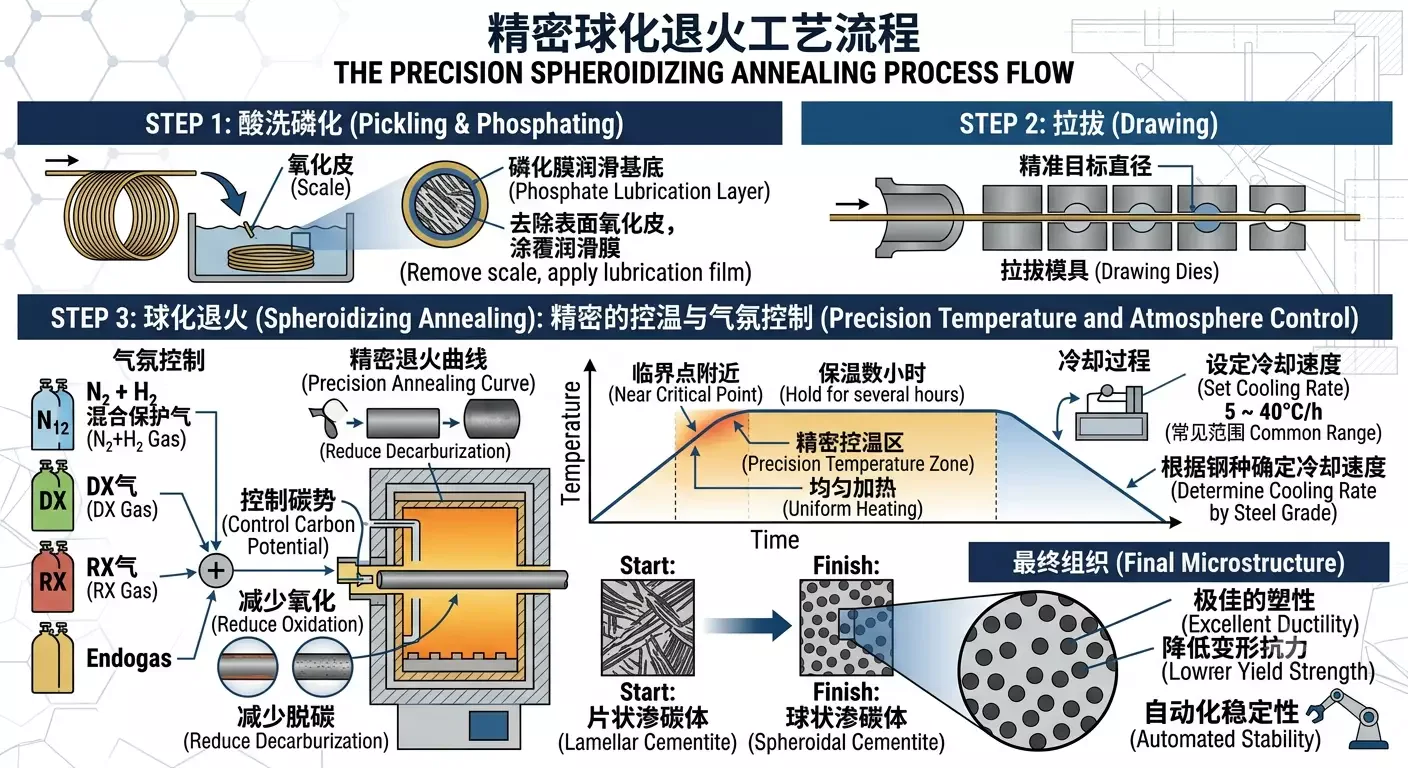
Współczesne procesy produkcji drutu do spęczania na zimno powinny być ustalane w zależności od klasy produktu i wymagań klienta.

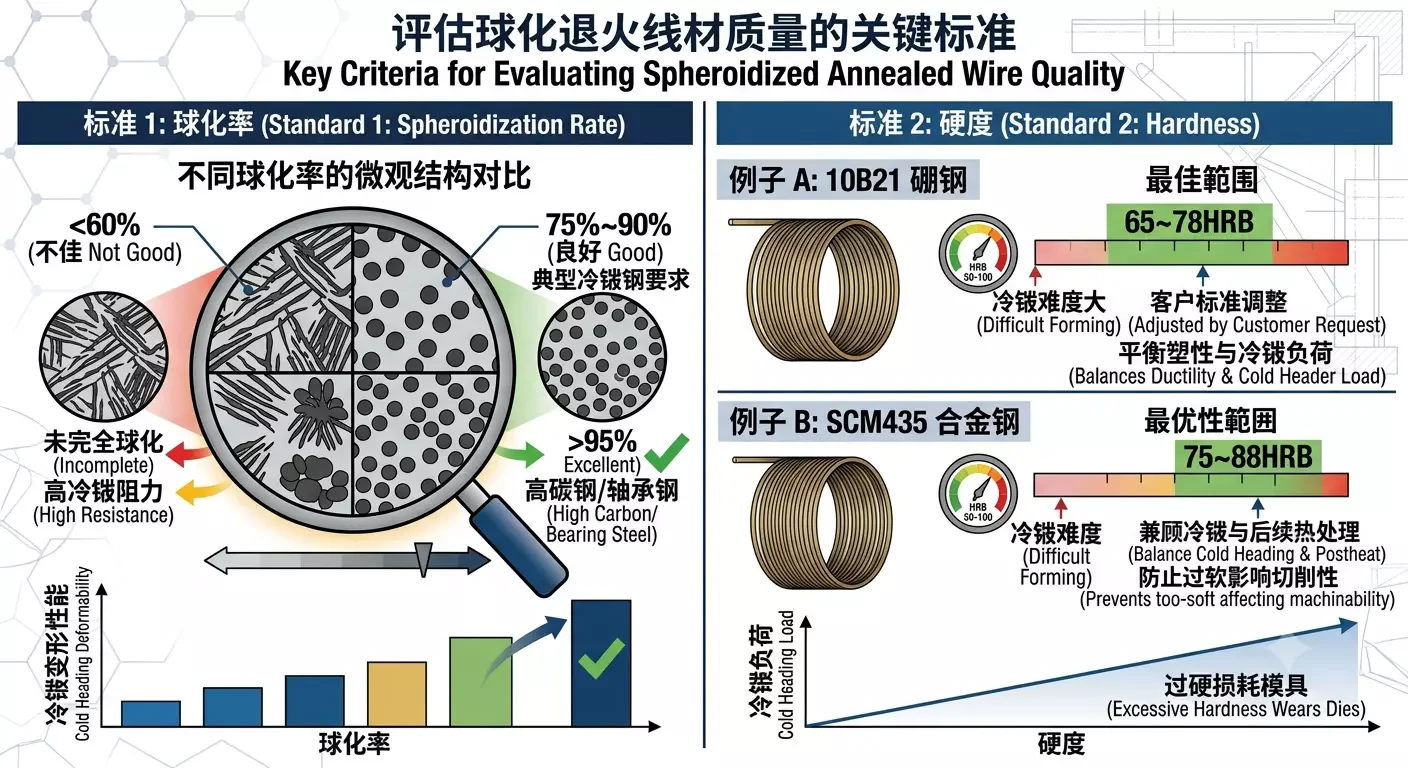
4. Kryteria oceny jakości